正航仪器编辑电机锡焊接头检测检测步骤介绍
一、电机锡焊接头检测检测步骤
二条探头线分别与探伤仪的发射(T) 、接收(R)相连接,操作步骤如下。
1. 仪器"工作方式"置于双探头发射、接收位置.
2. 把"抑制"控制器置于最小位置.
3. 调节仪器水平扫描和扫描微调,使始脉冲置于零位,穿透信号置于水平刻度"5"位置上。
4. 调节"增益"和"衰减器"旋钮,在对比试块上调节探头灵敏度,使穿透信号幅度为荧光屏上垂直刻度10 格。
5. 根据探头直径在检测表面建立6 mmX6 mm 格网线逐格在包含有多股线的并头套上进行检查,在对应的网格纸上做好检测记录.
二、质量判定
1. 根据接收超声波幅的垂直高度判定焊接质量,其单一网恪合格波幅与穿透方向上股线数目的关系应符合表1 的规定.

2. 被检测的每个接头,至少应有75%的网格其穿透波幅超过4. 2. 4. 1 规定的最小波幅,该接头为合格.
3. 在一个接头上,沿股线长度方向,未焊合区〈小于4.2.4.1 规定的最小波幅〉的连续长度超过接头*度的75% ,该接头不合格
三、红外热象检测法
本方法既适用于发电机未包绝缘焊接头的质量检测,也适用于已包绝缘焊接头的质量检测。
1. 设备仪表的低电压、大电流的交流或直流电源设备z
b) 电压表0.5 级,
c)电流表0.5 级s
d) 红外热象仪或红外热电视仪,分辨率小于等于0.2C,具在抗强电磁场干扰能力-
2. 检测步骤
将发电机定子绕组的一相或一个分支与试验电源串接成闭合国路.合通电源,令串联试验回路持续通过定子该分支额定电流的1/4 ,直至热稳定.监视热象仪,观察串联通电的各并头套温度和温差的变化及其差异.
3. 质量判定
4. 各并头套的温差凡无明显差异者接头焊接质量为合格.
5. 未装绝缘的焊接头,与的温度差达5 C时其热者为不合格焊接头,已包绝缘焊接头,温差接近3C ,应剥去绝缘再作进一步试验判定.
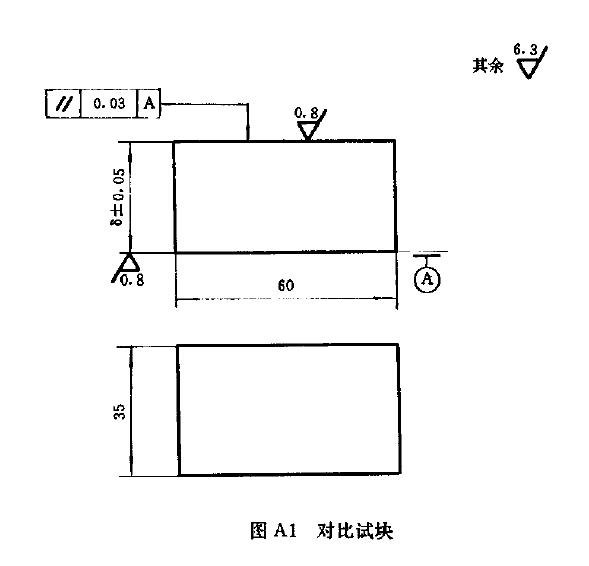
锡焊接头超声撞直探头擦伤用对比试块
Al 名称对比试块.
A2 材料试块材料应符合本标准4.2.1.3 规定.
形状和尺寸形状和尺寸见图Al. 厚度B 应与被测工件的厚度一致.
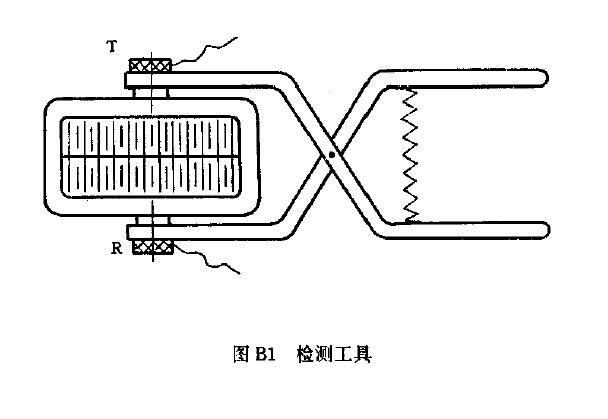
穿透式超声波探伤用锥测工具
Bl 名称检测工具.
B2 形状和尺寸形状见图Bl. 尺寸根据被测工件尺寸确定.