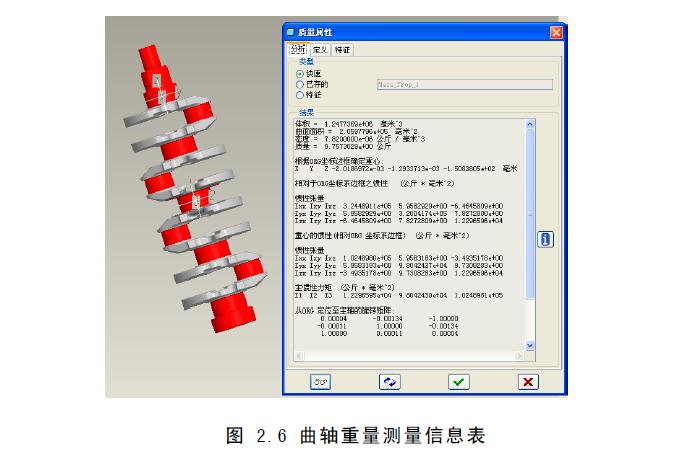
(1)重量检查:
通过PRO/E软件本身自带一些分析计算功能,比如表面积、体积、质量、转动惯量、中心坐标、简单的运动分析、简单的CAE分析、工艺检查等等多种有用的功能,这些功能在我们设计工程师的工作中增加了很多便利,能够使我们在设计工作时对所设计零件的状态信息很方便的获得,从而少走很多弯路。现在执行质量分析命令,得到一系列和质量有关的信息见图2.6。从中可以看出曲轴在X、Y轴质心坐标都已经小于0.0021了,因此整体来说曲轴质心分布是比较理想的,曲轴的静平衡达到设计要求。
(2)平衡分析
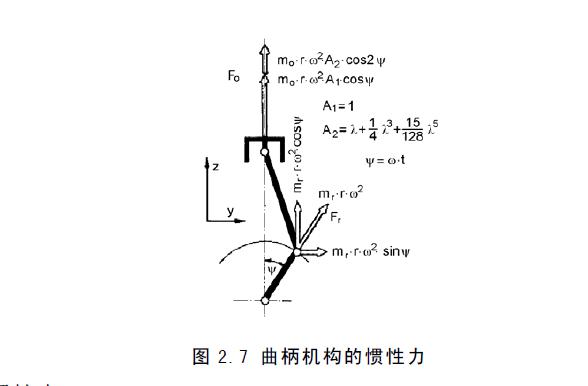
1)首先对曲柄连杆机构在工作时的受力状况进行简单的描述。
(a)惯性力:对于曲拐惯性力的分解见图2.7。
2)根据以上理论,对曲轴的平衡率进行计算:
首先进行曲拐分割分析,主要是分析曲轴单个曲拐的平衡率,根据AVL资料中,对于小型发动机曲轴单拐平衡率(连杆大头换算当量质量在曲柄销上)控制在不低于60%即可。切割方法是将曲拐分割成曲拐、平衡块等部分,分别在PRO/E中进行质量属性测量。测量时的坐标系方向:X向为沿轴向指向前,Y轴为沿曲拐法向指向外,Z轴为沿竖直方向指向第1曲拐向上。把测得结果根据测量的结果,分别计算各个曲拐的平衡率。
因为本机设计为8平衡块对称结构,因此可以在静平衡计算中,采取简化到曲拐的方法,可以节省数模准备和计算的时间,对计算的精度没有任何影响。从曲轴平衡分析表中可以看出曲拐含连杆大头在内平衡率在75.71%;第二曲拐含连杆大头在内平衡率在75.83%;第三曲拐含连杆大头在内平衡率在75.83%;第四曲拐含连杆大头在内平衡率75.71%。根据AVL公司的推荐,平衡率达到60%以上已经满足设计要求了。
3)对曲轴进行动平衡计算:
(a)连杆当量回转质量的确定,根据连杆的3维数模,可以用PRO/E软件测量出连杆的总重量、质心位置,通过根据质量分解计算出连杆大头的等效回转质量m2=0.22500kg。
(b)设定曲轴中心在第3主轴颈中心为坐标原点,建立坐标系,方向同表2.1测量时数模中坐标系。假设曲轴的转速为ω=314.159rad/s(约合6000rpm),因各个质量中心在Y向距坐标原点的距离均为零,因此曲轴动平衡计算就简化在曲拐平面内弯矩计算即可。根据表2.1中测量得到的各质量分别计算绕中心点在曲拐平面内的扭矩,最后求的合力矩即可对系统动平衡进行评价。(本文来源:正航仪器)
http://www.dgzhenghang.net



