一、热沉材料和接头形式
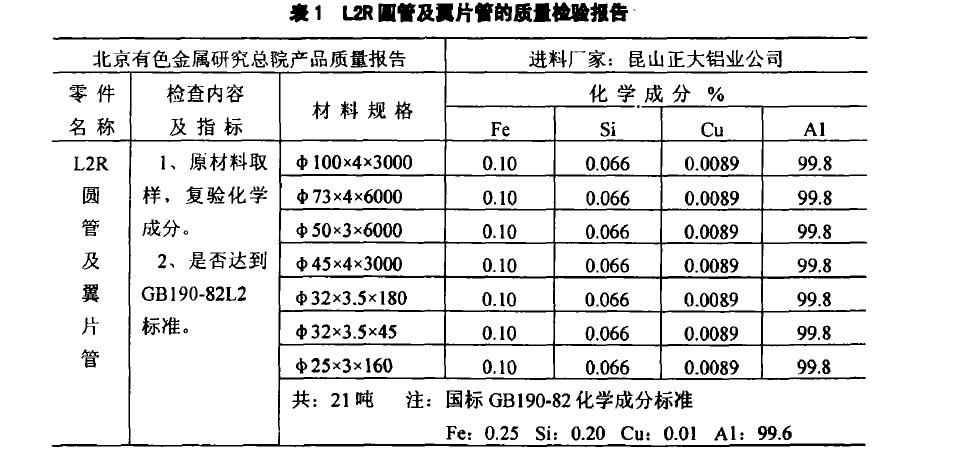
热沉材料用的是L2工业纯铝,但实际加工出的管材经化验其材质略优于LZ,而介于L Z和L I之间(见表1)
支管与汇总管的连接就采用图4(b)所示的开孔插接.汇总管的对接经与有色院协商,最终选定为图4(c)所示的直接对接.
二、捍接工艺
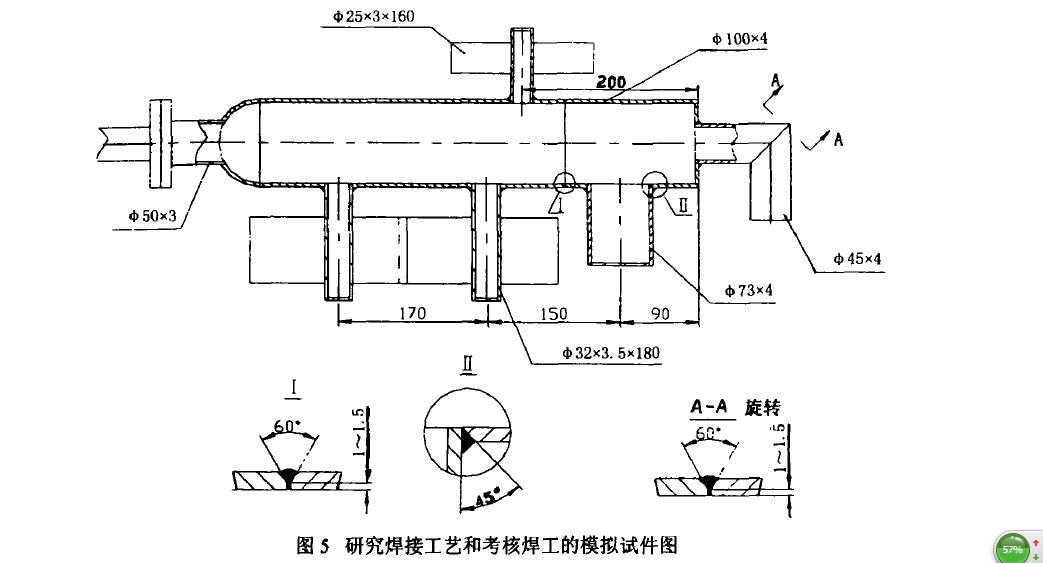
有色院设备研制厂参照哈工大的研究结果及GBJ294一87的要求,用实际施工时所用的各种规格和材质的材料做成了几十个如图5所示的试件,该试件包括了热沉上用到的各种尺寸和结构的焊缝.用这种试件一方面试验焊接工艺,另一方面也是培训和考核焊工.试件要经2.0M Pa气压试验,液氮温度下的冷热冲击试验,最后用氦质谱检漏(用中科院科仪厂生产的ZhP一30B检漏仪,用氦罩法检漏,检漏仪灵敏度为5 xlo一12 Pams/s),每条焊缝的漏率均要求小于5 x10一Pam s/s,每个焊工每焊2个试件要10%合格时才准上岗.
三、最终确定的焊接工艺如下:
a.焊接方法:用交流钨极氢弧焊.焊机采用美国热动力公司技术,由澳大利亚CI G WE LD生产的T RA N sTIG275交直流两用的方波钨极氢弧焊机,基值电流和峰值电流可任意调节,可限度满足焊铝时雾化区的清理,防止产生裂纹和气孔.该种焊机还具有提前供气、焊接电流自动缓升、结束时电流自动衰减、延迟断气等功能.钨极为.3.2 mm饰钨极.b.保护气体:选用北京氧气厂由国外进口的液态氢经挥发后制成的瓶装氢气纯度为99.9%杂质含量分别为H Z<0.01%;0 2<0.002%;N Z<0.01%;H Zo<0.02m功.c.焊缝坡口汇总管对接110.坡口(钝边lmm,间隙<l mm,两管错边量<0.4 mm).目的是保证单面焊双面成形.支管插入汇总管的丁字接头,在汇总管孔边60,这样可确保焊缝根部熔透.
d.焊前清理:先用丙酮将焊管内外油污擦干净;用自制的不锈钢丝刷,刷去氧化膜,在对接接头离管端30~内,插接接头大管孔边加Iun内,支管离管端30~内全要刷亮;用吹风机吹去灰尘;再用聚乙烯泡沫塑料浸丙酮清洗表面,然后再用吹风机吹干,在两小时内焊接完毕.
e.焊丝:选用澳大利亚cIGWELD生产的4043焊丝,不必清理氧化膜只需用丙酮擦洗一下即可使用,但必须在干燥条件下保存,有色院用60℃烘箱保存.
f.对接焊缝焊接工艺参数(全位置焊)点固电流:180A;预热温度:1000℃一1 500℃;焊接层数:2层.第1层基值电流l0A,脉冲电流为170 A,脉冲2次/s,脉宽比50%,焊速13c耐m in:第2层基值电流100A,脉冲电流为130A,脉冲2次/s,脉宽比50%,焊速g eln/m9
f.支管与汇总管的焊接(俯焊)点固电流:1.对焊缝外观的要求:中100又4管对接缝:焊道宽1~12 mm;焊缝高于母材2一3m(管内和管外一样);焊道圆周偏离士Zmm;点固后错边量小于0.4 min;插接焊缝:焊缝斜边宽10~12nrn。
j.需要补焊时,必须准确找出漏点位置,将焊肉完全清理掉直到露出新鲜的母材金属,用前述清理方法和焊接规范焊接.补焊不许超过2次.
http://www.dgzhenghang.net



